
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17 февраля 1993 г.)
За принятие проголосовали:
Наименование государства
Наименование национального органа по стандартизации
Республика Армения
Армгосстандарт
Республика Белоруссия
Белстандарт
Республика Казахстан
Казглавстандарт
Республика Молдова
Молдовастандарт
Российская Федерация
Госстандарт России
Туркменистан
Туркменглавгосинспекция
Республика Узбекистан
Узгосстандарт
Украина
Госстандарт Украины
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 381 межгосударственный стандарт ГОСТ 19772-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 19772-74
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Roll-formed steel unequal les angles. Dimensions
__________________________________________________________________________
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные гнутые неравнополочные, изготавливаемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 По точности профилирования уголки изготовляют:
А — высокой точности;
Б — повышенной точности;
В — обычной точности.
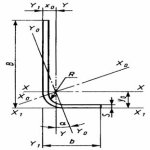
3 Поперечное сечение неравнополочных уголков должно соответствовать указанному на рисунке 1.
Обозначения к рисунку 1 и таблицам 1 и 2
В — ширина большей полки;
b — ширина меньшей полки;
S — толщина полки;
R — радиус кривизны;
I — момент инерции;
i — радиус инерции;
xo, уo — расстояние от центра тяжести до наружных поверхностей полок;
F- площадь поперечного сечения;
— отношение расчетного свеса большей полки к толщине профиля;
— отношение расчетного свеса меньшей полки к толщине профиля.
4 Размеры, площадь поперечного сечения, справочные значения для осей и масса 1 м уголков должны соответствовать:
для уголков из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву не более 460 Н/мм2 (47 кгс/мм2) — приведенным в таблице 1;
для уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 (47 кгс/мм2) и низколегированной — приведенным в таблице 2.
5 Предельные отклонения по ширине полок должны соответствовать указанным в таблице 3.
Таблица 1
B
b
S
R, не
n1
n2
Справочные значения величин для осей
Масса
более
F, см2
x — х
y — y
xo — xo
yо — yо
x1 — x1
y1 — y1
1 м кг
мм
Ix, см4
ix, см
Iу, см4
iу, см
Ixo, см4
ixo, см4
Iyo, см4
iyo, см4
tg a
Ix1, см4
уo, см
Iу1, см4
хo, см
32
25
2,0
3
13,5
10,0
1,06
1,12
1,02
0,61
0,76
1,44
1,16
0,28
0,52
0,62
2,19
1,00
1,05
0,64
0,84
2,5
3
10,6
7,8
1,32
1,35
1,01
0,73
0,75
1,75
1,16
0,34
0,51
0,63
2,74
1,02
1,31
0,66
1,03
50
35
3,2
5
13,0
8,4
2,53
6,52
1,61
2,72
1,04
7,89
1,77
1,35
0,73
0,51
13,37
1,65
4,63
0,87
1,98
60
40
3,0
4
17,7
11,0
2,84
10,73
1,94
3,97
1,1,8
12,61
2,11
2,09
0,86
0,47
24,63
1,96
6,45
0,93
2,23
70
50
4,0
6
15,0
10,0
4,50
22,90
2,25
10,04
1,49
27,94
2,49
5,01
1,05
0,53
45,84
2,26
16,81
1,23
3,53
80
63
4,0
6
17,5
13,2
5,42
35,95,
2,57
20,06
1,92
46,52
2,93
9,48
1,32
0,63
68,40
2,45
33,51
1,57
4,26
85
35
4,0
6
18,7
4,2
4,50
34,02
2,75
3,77
0,92
35,44
2,81
2,36
0,72
0,22
81,95
3,26
5,89
0,69
3,53
90
70
4,0
6
20,0
15,0
6,10
51,53
2,90
27,92
2,14
66,03
3,29
13,42
1,48
0,62
97,34
2,74
45,92
1,72
4,79
100
65
4,0
6
22,5
13,8
6,30
66,91
3,26
23,36
1,93
77,72
3,51
12,56
1,41
0,44
133,47
3,25
36,83
1,46
4,95
105
100
3,0
4
32,7
31,0
5,98
67,66
3,36
60,12
3,17
103,23
4,16
24,55
2,03
0,19
115,85
2,84
100,09
2,59
4:69
115
65
5,0
7
20,6
10,6
845
120,07
3,75
29,60
1,86
132,79
3,94
16,88
1,41
0,35
253,74
3,95
46,24
1,39
6,71
120
100
8,0
12
12,5
10,0
16,41
239,47
3,82
153,18
3,05
205,56
4,52
30,59
1,75
0,41
366,95
4,30
86,01
1,75
7,89
180
140
6,0
9
27,5
20,8
18,53
632,17
5,84
343,25
4,30
808,01
6,60
167,41
3,01
0,62
1167,38
5,37
550,07
3,34
14,55
Таблица 2
B
b
S
R, не
n1
n2
Справочные значения величин для осей
Масса
более
F, см2
x — х
y — y
xo — xo
yо — yо
x1 — x1
y1 — y1
1 м кг
мм
Ix, см4
ix, см
Iу, см4
iу, см
Ixo, см4
ixo, см4
Iyo, см4
iyo, см4
tg a
Ix1, см4
уo, см
Iу1, см4
хo, см
40
25
2,5
6
12,6
6,6
1,48
2,46
1,29
0,78
0,72
2,85
1,38
0,39
0,51
0,43
5,85
1,39
1,32
0,60
1,16
70
50
4,0
10
14,0
9,0
4,43
22,52
2,25
9,93
1,50
27,77
2,50
4,68
1,03
0,54
45,85
2,29
16,83
1,25
3,48
85
67
4,0
10
17,8
14,3
5,71
42,89
2,74
24,07
2,05
56,01
3,13
10,95
1,38
0,64
82,40
2,62
40,30
1,69
4,49
90
70
4,0
10
19,0
14,0
6,03
50,97
2,91
27,70
2,14
65,86
3,30
12,81
1,46
0,63
97,36
2,77
45,94
1,74
4,74
110
90
5,0
10
19,0
15,0
9,48
118,85
3,54
72,96
2,77
58,73
4,09
33,08
1,87
0,68
221,95
3,30
121,56
2,27
7,44
115
65
5,0
10
20,0
10,0
S,48
119,02
3,75
29,47
1,86
132,06
3,95
16,38
1,39
0,35
254,02
3,99
46,33
1,41
6,66
147
125
8,0
20
14,9
12,1
20,30
448,55
4,70
302,59
3,86
924,05
5,54
523,53
2,50
0,74
623,81
10,26
127,32
3,30
15,93
152
100
5,5
12
24,4
15,0
13,21
324,94
4,96
117,37
2,98
380,54
5,37
161,76
2,16
0,47
644,40
4,92
184,19
2,25
10,37
155
100
6,0
14
22,5
13,3
14,50
370,31
5,05
127,51
2,97
430,78
5,45
67,04
2,15
0,45
745,53
5,09
201,16
2,25
11,38
Примечания к таблицам 1 и 2
1 Площадь поперечного сечения и справочные значения величин вычислены по номинальным размерам. Плотность стали — 7,85 г/см\
2 Радиусы кривизны контролируют при расточке валков и обеспечивают технологией изготовления.
3 По согласованию изготовителя и потребителя уголки из углеродистой кипящей стали изготовляют с радиусами кривизны в соответствии с таблицей 2.
Таблица 3
В миллиметрах
Предельное отклонение
Ширина полки
Точность профилирования
высокая при толщине
повышенная
обычная
до 2,5
свыше 2.5
До 50 включ.
± 0,75
± 1,00
± 1,25
± 1,50
Св. 50» 100 »
± 1,00
± 1,25
± 1,50
± 2,00
» 100 » 150 »
± 1,25
± 1,50
± 2,00
± 2,50
» 150
± 1,50
± 1,75
± 2,50
± 3,00
6 Предельные отклонения угла 90° не должны превышать:
± 1° 30′ — для уголков с шириной полки до 80 мм;
± 1° — для уголков с шириной полки свыше 80 мм.
7 Уголки изготовляют длиной от 3 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 7 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 7 % массы партии;
немерной длины.
8 Предельные отклонения по длине уголков мерной и кратной мерной длины не должны превышать указанных в таблице 4.
Таблица 4
Предельное отклонение, мм
Длина L, м
Точность порезки
высокая
обычная
До 6 включ.
+ 30
+ 40
Св. 6 » 7 »
+ 40
+ 80
» 7
+(40 + 5 (L — 7))
+ 80
9 Скручивание уголков вокруг продольной оси не должно превышать значения произведения 1° на длину в метрах и не может быть более 10°.
10 Кривизна уголков не должна превышать 0,1 % длины.
11 Волнистость полок уголков не должна превышать 2 мм на 1 м.
12 Определение размеров поперечного сечения, а также скручивания, кривизны, отклонения угла 90° и волнистости полок уголков проводят на расстоянии от торцов при точности профилирования, мм, не менее:
100 — высокой;
150 — повышенной;
300 — обычной.